



我们的冷拔无缝精密钢管厂家供应产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
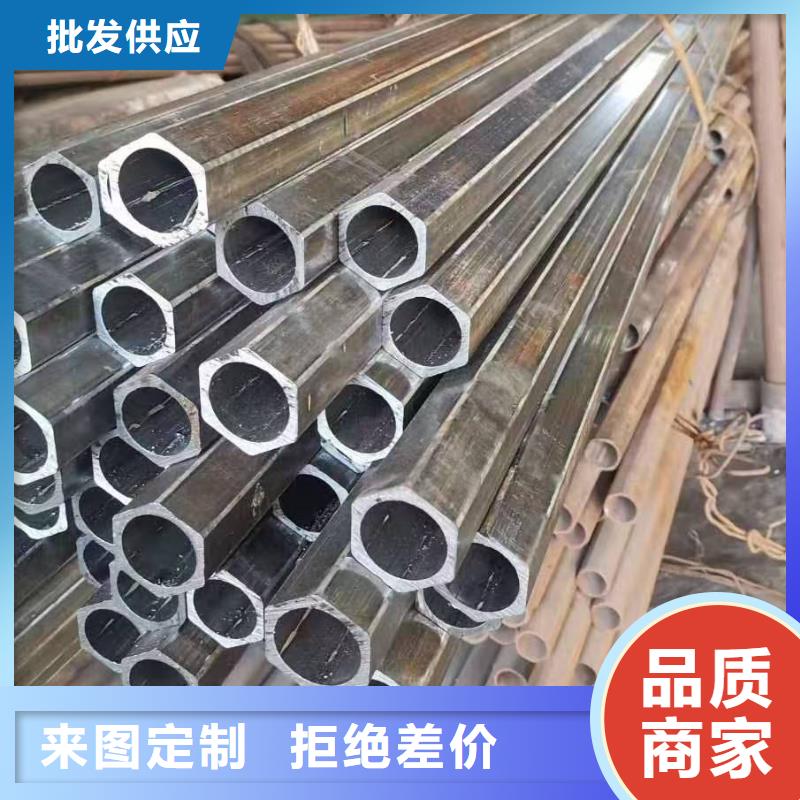
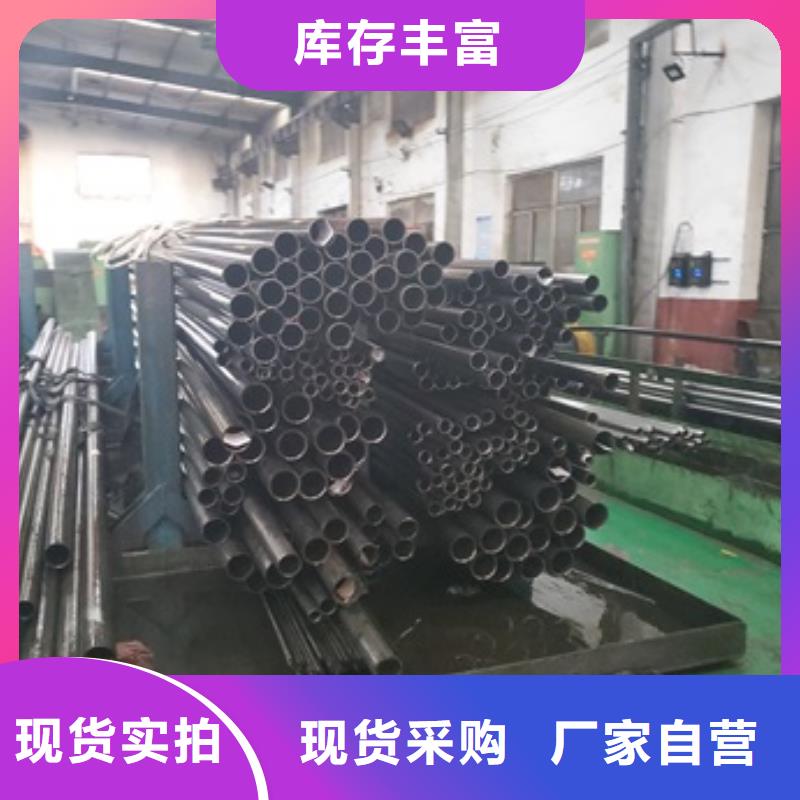
以下是:冷拔无缝精密钢管厂家供应的图文介绍


精密管或冷轧精密管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。高精度精密管是一种新型高技术节能产品。,高精度精密管的推广应用对节约钢材,提高加工工效,节约能源所谓高精度冷拔管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精该技术所生产的高精度冷拔管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项目实际达到GB8713-88 ISO4394/I 内径尺寸公差H8 H9 H10 H8 H9 H10 H8 H9 H10 直线度0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚%10±壁厚%5±壁厚偏差圆度0.04 无规定。



中升管业(安宁区分公司)是一家以 精密管的生产、营销于一体的综合性厂家。其中 精密管引用国内外的研发技术,公司每个生产阶段都遵守了严格的生产规范。本公司以科学的管理、的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。



精密管轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状)因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将带钢送入12cr5moi合金钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。12cr5moi合金钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(cl1/...式中:f-激励频率(hzc-激励回路中的电容(f电容=电量/电压;l-激励回路中的电感,电感=磁通量/电流?当输入热量不足时,被加热的焊缝边缘达不到焊接温度,12cr5moi合金钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大 的热应力与组织应力,此外,由于精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺 性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件 淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根 据淬火变形与淬火裂纹的形成原因采取有效的措施。精密管热处理尽管做到均匀加热及正 确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对 不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆 环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件 在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对 细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面 温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变 形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防 止变形、开裂的关键。